歡迎光臨山東威力重工銑床廠家!!!

聯(lián)系熱線
18306370979/p>

聯(lián)系熱線
18306370979/p>

電話(huà):18306370979
傳真:0632-5863817
聯(lián)系電話(huà):0632-5863817
2335649508@qq.com
山東省滕州市工業(yè)園區(qū)春藤東路999號(hào)

微信掃描添加到手機(jī)通訊錄
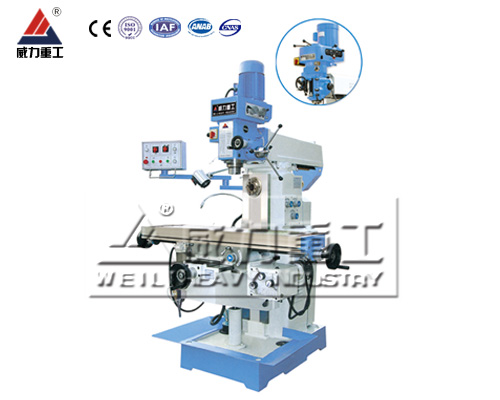
產(chǎn)品描述:X6232萬(wàn)能 回轉(zhuǎn)頭銑床 是山東威力重工獨(dú)立研發(fā)的一種新型 萬(wàn)能銑床 ,基礎(chǔ)鑄件剛性好,精度保持性好,主軸傳動(dòng)和進(jìn)給傳動(dòng)均采用18級(jí)齒輪變速,具有較寬的變速范圍。工作臺(tái)沿床鞍移動(dòng)實(shí)現(xiàn)...
X6232萬(wàn)能回轉(zhuǎn)頭銑床是山東威力重工獨(dú)立研發(fā)的一種新型萬(wàn)能銑床,基礎(chǔ)鑄件剛性好,精度保持性好,主軸傳動(dòng)和進(jìn)給傳動(dòng)均采用18級(jí)齒輪變速,具有較寬的變速范圍。工作臺(tái)沿床鞍移動(dòng)實(shí)現(xiàn)縱向運(yùn)動(dòng),銑床床鞍沿升降臺(tái)移動(dòng)實(shí)現(xiàn)橫向運(yùn)動(dòng),垂向運(yùn)動(dòng)由升降臺(tái)沿床身矩形導(dǎo)軌移動(dòng)實(shí)現(xiàn)。X6232A萬(wàn)能回轉(zhuǎn)頭銑床具有很寬的加工范圍,可以作立銑頭使用外,還可以在兩個(gè)方向做270度回轉(zhuǎn),并配有主軸套筒,可以伸縮,可以加工任意角度的斜面和孔。該款機(jī)床基礎(chǔ)鑄件剛性好,精度保持性好,主軸傳動(dòng)和進(jìn)給傳動(dòng)均采用18級(jí)齒輪變速。X6232萬(wàn)能回轉(zhuǎn)頭銑床基礎(chǔ)鑄件剛性好,精度保持性好,主軸傳動(dòng)和進(jìn)給傳動(dòng)均采用18級(jí)齒輪變速,具有較寬的變速范圍,X6232萬(wàn)能回轉(zhuǎn)頭銑床在可以作立銑頭使用外,還可以在兩個(gè)方向做270度回轉(zhuǎn),并配有主軸套筒,可以伸縮,可以加工任意角度的斜面和孔。

x6232a萬(wàn)能回轉(zhuǎn)頭銑床主要技術(shù)參數(shù):
主軸錐孔錐度:7:24ISO40(立)
臥軸端面至工作臺(tái)面距離:120-490mm
臥軸中心至立柱導(dǎo)軌面距離:0-300mm
主軸轉(zhuǎn)速范圍:35-1600r/min
立銑頭回轉(zhuǎn)角度:360°
工作臺(tái)尺寸:1250×320mm
工作臺(tái)行程(縱向/橫向/垂向):600/320/370mm
工作臺(tái)縱/橫向機(jī)動(dòng)進(jìn)給速度:22-555(8級(jí))810(快)mm/min
工作臺(tái)垂向機(jī)動(dòng)升降速度:560mm/min
工作臺(tái)T型槽數(shù)/寬度/間距:3/14/70mm
主傳動(dòng)電動(dòng)機(jī)功率:2.2kW
工作臺(tái)機(jī)動(dòng)進(jìn)給電動(dòng)機(jī)功率:750W
升降臺(tái)升降進(jìn)給電動(dòng)機(jī)功率:750W
冷卻泵電動(dòng)機(jī)功率:90W
冷卻泵流量:25升/分
機(jī)床凈重/毛重:1320/1420kg
外形尺寸:1700×1560×1730mm
X6232萬(wàn)能回轉(zhuǎn)頭銑床主要特點(diǎn):
1、主軸兩節(jié)頭設(shè)計(jì),即可方便的實(shí)現(xiàn)立、臥銑轉(zhuǎn)換及空間任意角度的組合,又使剛性比三節(jié)頭有較大提高。兩節(jié)頭上配置精密的定位銷(xiāo),確保立、臥銑轉(zhuǎn)換的精確定位。
2、X、Y、Z三向機(jī)械進(jìn)給,并可實(shí)現(xiàn)快速移動(dòng),提高工作效率。
3、X、Y、Z方向?qū)к壐背纛l淬火、精密磨削更加耐磨。
4、X向行程600mm,配合矩形矩形導(dǎo)軌穩(wěn)定性更強(qiáng)。
5、結(jié)構(gòu)設(shè)計(jì)合理,具極優(yōu)的性?xún)r(jià)比。配置分度頭、回轉(zhuǎn)頭等可實(shí)現(xiàn)功能擴(kuò)展。(如銑斜面、螺旋槽、齒條、齒輪、花鍵等)
6、X6232萬(wàn)能回轉(zhuǎn)頭銑床臥軸采用能耗制動(dòng),制動(dòng)軸矩大。
7、X6232萬(wàn)能回轉(zhuǎn)頭銑床可實(shí)現(xiàn)立、臥銑多種加工功能。
8、功能強(qiáng)勁,更方便操作。
9、臥軸采用能耗制動(dòng),制動(dòng)轉(zhuǎn)矩大。
10、工作臺(tái)X向行程達(dá)800mm,Y、Z向?yàn)閷捑匦螌?dǎo)軌,穩(wěn)定性更強(qiáng)。
18、工作臺(tái)X、Y、Z三方向機(jī)動(dòng)進(jìn)給,X、Y、Z三方向?qū)к壐背纛l淬火、精密磨削更加耐磨。
19、配置萬(wàn)能銑頭除可以作立銑頭使用外,還可以在兩個(gè)方向做360°回轉(zhuǎn),
20、X6232萬(wàn)能回轉(zhuǎn)頭銑床有手動(dòng)潤(rùn)滑裝置,可對(duì)絲杠及導(dǎo)軌進(jìn)行強(qiáng)制潤(rùn)滑作用,注油更加方便。
X6232萬(wàn)能回轉(zhuǎn)頭銑床圖片:


X6232萬(wàn)能回轉(zhuǎn)頭銑床通用規(guī)定:
1、工作中認(rèn)真做到:
1)銑削不規(guī)則的工件及使用虎鉗、分度頭及專(zhuān)用夾具持工件時(shí),不規(guī)則工件的重心及虎鉗、分度頭、專(zhuān)用夾具等應(yīng)盡可能放在工作臺(tái)的中間部位,避免工作臺(tái)受力不勻,產(chǎn)生變形。
2)在快速或自動(dòng)進(jìn)給銑削時(shí),不準(zhǔn)把工作臺(tái)走到兩極端,以免擠壞絲桿。
3)不準(zhǔn)用機(jī)動(dòng)對(duì)刀,對(duì)刀應(yīng)的動(dòng)進(jìn)行。
4)6232萬(wàn)能回轉(zhuǎn)頭銑床工作臺(tái)換向時(shí),須先將換向手柄停在中間位置,然后再換向,不準(zhǔn)直接換向。
5)銑削鍵槽軸類(lèi)或切割薄的工件時(shí),嚴(yán)防銑壞分度頭或工作臺(tái)面。
6)銑削平面時(shí),必須使用有四個(gè)刀頭以上的刀盤(pán),選擇合適的切削用量,防止機(jī)床在銑削中產(chǎn)生震動(dòng)。
2、工作后將工作臺(tái)停在中間位置,升降臺(tái)落到很低的位置上。
3、認(rèn)真執(zhí)行下述有關(guān)特殊的規(guī)定:6232萬(wàn)能回轉(zhuǎn)頭銑床工作前應(yīng)根據(jù)工藝要求進(jìn)行有關(guān)工步程序,主軸轉(zhuǎn)速、刀具進(jìn)給量、刀具運(yùn)動(dòng)軌跡和連續(xù)越位等項(xiàng)目的預(yù)選。將電氣旋鈕置于"調(diào)正"位置進(jìn)行試車(chē),確認(rèn)無(wú)問(wèn)題后,再將電氣旋鈕置于自動(dòng)或半自動(dòng)位置進(jìn)行工作。
X6232萬(wàn)能回轉(zhuǎn)頭銑床操作規(guī)程:
1、操作者必須熟練掌握X6232萬(wàn)能回轉(zhuǎn)頭銑床的操作要領(lǐng)和技術(shù)性能,憑考核合格后上崗作業(yè)。
2、開(kāi)機(jī)前必須認(rèn)真檢查設(shè)備的各部位、各手柄、各變速排擋,確保處在合理位置,發(fā)現(xiàn)故障應(yīng)及時(shí)修理,嚴(yán)禁帶病作業(yè)。
3、開(kāi)機(jī)前必須按潤(rùn)滑圖表的要求,認(rèn)真做好X6232萬(wàn)能回轉(zhuǎn)頭銑床設(shè)備的加油潤(rùn)滑工作。
4、工件、刀具的裝夾必須牢固可靠不得有松動(dòng)現(xiàn)象。
5、調(diào)整、轉(zhuǎn)速、裝拆工件、測(cè)量工件等,必須在停車(chē)后進(jìn)行。
6、對(duì)刀時(shí),如需快速進(jìn)給,但刀具接近工件前,必須停止快進(jìn),用手動(dòng)緩慢進(jìn)刀,吃刀不準(zhǔn)過(guò)猛,嚴(yán)禁超負(fù)荷作業(yè)。
7、正在切削時(shí),不準(zhǔn)停車(chē),銑深槽時(shí),要停車(chē)退刀,快速進(jìn)給時(shí),要注意手柄傷人。
8、自動(dòng)走刀時(shí),必須拉脫X6232萬(wàn)能回轉(zhuǎn)頭銑床工作臺(tái)上的手柄,限位撞塊應(yīng)預(yù)先調(diào)整好,人不準(zhǔn)離開(kāi)運(yùn)轉(zhuǎn)中的設(shè)備。
9、切削時(shí),不準(zhǔn)戴手套,不得直接用手清除鐵屑,只允許用毛刷,也不能用嘴吹。
10、刀具、工件的裝夾要用專(zhuān)用的工具,用力不可過(guò)猛,防止滑倒。
11、下班前,操作者應(yīng)按要求,認(rèn)真做好X6232萬(wàn)能回轉(zhuǎn)頭銑床設(shè)備的清潔保養(yǎng),做好潤(rùn)滑加油及周?chē)鷪?chǎng)地的清潔衛(wèi)生,產(chǎn)品零件要擺放整齊,并關(guān)閉電源。




